1.概况
江苏省汉华安装工程有限公司维修分公司有限公司的5 000 m3半水煤
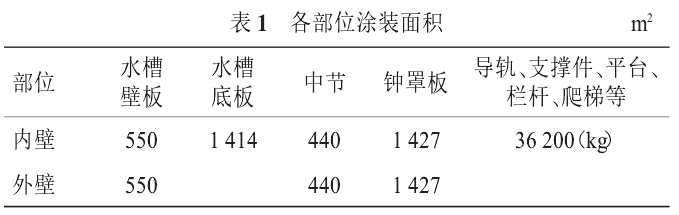
气柜建于2005年,由于处于恶劣的化工大气环境中,腐蚀严重。根据公司内部的调查研究,锈蚀等级已超过国际标准ISO 4628的Ri3级,并影响到了安全生产。经公司研究决定,2007年8月对这台煤气柜停车进行整体涂层维修。各部位涂装面积见表1 。;
2气柜内外壁腐蚀因素分析及防护
“正元”化工是生产碳钱、硝酸、硝基苯、环己胺等化工产品的专业工厂,腐蚀环境恶劣。
2.1导轨、支撑板等处于大气环境中的钢结构
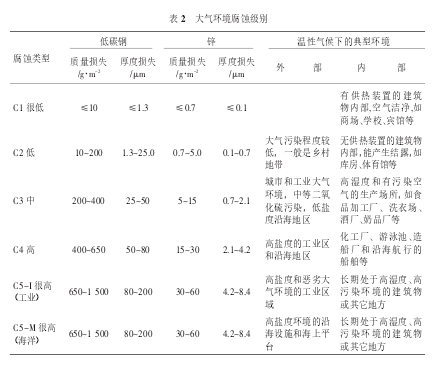
按ISO 12944-2007标准判断,这些钢结构处于CS一工的腐蚀环境中。大气环境腐蚀级别见表2 };
2.2气柜内外壁腐蚀因素分析
半水
煤气柜是由水槽、中节、钟罩等组成,主要材料为碳钢。根据气柜的工作原理—钟罩在水槽中,在一定条件下自由升降而改变
储气容积。因煤气中含有C0, COZ, HZS气体,这些气体和灰尘不断进入水槽和水封内的水中,使水成为一种腐蚀性较强的电解质溶液,特别是被水浸泡的壁板表面实际上复盖一层薄薄的液膜HZS-CO+OZ HZO。水槽和水封下环圈内底部的水是一层静止的死水,沉积着大量的硫化物、有机物和灰尘。在缺氧的条件下,细菌对硫化物、有机物产生还原作用,产生大量的HZS,从而使水槽、水封底部发生严重的斑点和溃疡腐蚀,腐蚀率可达1 mm/a左右。煤气柜所处腐蚀环境可谓为“强腐蚀”类型,加之湿式气柜干湿交替,特别是钟罩和各中节与水槽接触的水线部位,由于“氧差效应”的存在而导致的“水线腐蚀”更为严重。
2.3气柜防护原则
选用合适的涂装配套进行防腐以及加入水质缓蚀剂改善水质牺牲阳极联合防腐。涂料的防腐蚀功能在于涂层的屏蔽作用、电阻效应、化学钝化以及阴极保护作用等。气柜外壁的涂料不仅要求耐水性、耐候性好,而且要求漆膜的附着力、表面强度、硬度要好,特别是要求抗老化性要好。气柜内壁不受太阳光照射,涂料
的老化过程慢,要求耐水、耐各种有害介质的腐蚀。水槽底部常年接触含硫化氢的酸性水,所以要加强防腐措施,要耐酸、耐霉菌。
2.4气柜防腐蚀涂料选择
根据半水煤气的腐蚀机理要求气柜的防腐涂料耐煤气、耐含硫化氢的酸性水、耐霉菌、耐工业大气和抗紫外线、防老化等。同时还要求涂料具有良好的物理机械性能、常温固化、施工方便的特点。气柜内外层防腐涂层分别选定下列不同的涂料体系:①内壁涂层选用环氧煤沥青涂料涂装体系。由于环氧树脂涂料中环氧基的存在,使之对基体具有强的附着力、好的力学性能、高的化学稳定性和电绝缘性,对酸、碱及多种有机溶剂有很好的抵抗力;沥青涂料有着良好的耐水性能,常用于各种耐水、防潮环境中,还具有良好的耐化学品性能和绝缘性能。环氧沥青涂料兼有环氧树脂类涂料和沥青类涂料的优点,附着力强,耐腐蚀性能和耐水性优良。②外壁涂层选用环氧富锌底漆、环氧云铁中间漆、氯化橡胶面漆涂装体系。选用环氧树脂作为钻合剂的有机型富锌底漆具有牺牲阳极保护作用,锌粉含量高,防锈性能优异,附着力强。以云母氧化铁为主要颜料的环氧云铁涂料除了通常的物理防锈作用外,还具有良好的屏蔽作用;片状填料使涂膜表面有较好的粗糙度,作为中间涂层,起到“偶联剂”的作用,利于底漆和面漆的钻结;云铁填料的加入降低了环氧树脂的收缩率,确保了涂层的致密性。面层选用氯化橡胶系,因
橡胶涂料孔率少,具有弹性和抗裂、耐磨、抗渗、防腐、耐老化、耐久、漆膜坚韧等特点。
3涂层配套方案的设计
3.1设计规范
1)国际标准:ISO 12944-2007《钢结构防腐蚀涂料的腐蚀与防护》;IS04628 1}6《涂层使用寿命的判断》。
(2)国家标准:GB/T 8923-1988《涂装前钢材表面锈蚀等级与除锈等级》;GB/T13288《涂装前钢材表面粗糙度的等级评定》;GB 50268-1997《给水排水管道工程施工及验收规范》。
(3)行业标准:HG/T 2884-1997《环氧煤沥青防腐蚀涂装(分装)》;HG/T 3668-2000 CC环氧」富锌漆成分标准》;SH3022-1999《石油化工设备和管道涂料防腐蚀技术规范》。
3.2防腐蚀涂层的设计寿命
根据设备所处的具体环境,并经与涂料供应商沟通,确定涂层的使用寿命为5年。即按ISO 4628-3标准,5年后涂层锈蚀等级达到Ri3级,锈蚀面积为I%时即可开始涂装维护。
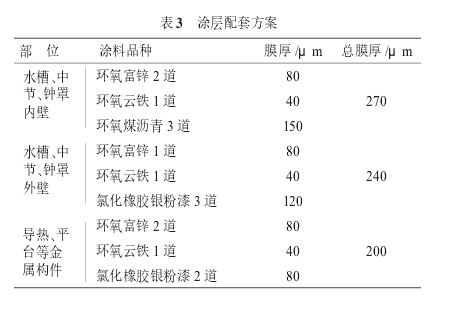
3.3涂层配套方案
3.4对表面处理的要求
根据环氧富锌底漆对底材的要求,气柜必须经过喷砂处理并达到下列指标:①清洁度达到GB 8923-1988的Sa2.5级;②粗糙度应控制在Rz=30一75 N.,m;③电焊缝、死角等局部部位,采用手工打磨处理,达到GB 8923标准的St3级。
4涂装工艺
4.1工艺流程
(1)水槽、中节、钟罩内壁施工工艺流程:
基层喷砂处理、涂刷第1道环氧富锌底漆、涂刷第2道环氧富锌底漆、涂刷环氧云铁中涂漆1道、涂刷第1道环氧煤沥青漆、涂刷第2道环氧煤沥青漆、涂刷第3道环氧煤沥青漆、涂层固化、质检、修正、提交
(2)水槽、中节、钟罩外壁施工工艺流程: 基层喷砂处理、涂刷第1道环氧富锌底漆、涂刷第2道环氧富锌底漆、涂刷环氧云铁中涂漆、涂刷第1道氯化橡胶银粉漆、涂刷第2道氯化橡胶银粉漆、涂刷第3道氯化橡胶银粉漆、涂层固化、质检、修正、提交
(3)导轨、平台、栏杆等金属构件施工工艺流程: 基层喷砂处理、涂刷第1道环氧富锌底漆、涂刷第2道环氧富锌底漆、涂刷环氧云铁中涂漆、涂刷第1道氯化橡胶银粉漆、涂刷第2道氯化橡胶银粉漆、涂层固化、质检、修正、提交
4.2基层表面处理工艺
采用喷砂除锈。金属表面在进行喷砂处理之前,清
除焊渣、飞溅等附着物,有棱角的地方用电动砂轮磨
平,并清洗基体表面的油脂和其它污物。
(I)喷砂:以0.45一0.60 MPa的压缩空气带动砂缸中的磨料以50一70 m/s速度喷出,冲击和摩擦钢材表面的氧化皮和铁锈层等,使它们快速清除,并形成一定的粗糙度。所用压缩空气必须经过油水分离器,不得使用潮湿空气以免喷砂后返锈。另外喷砂作业中,需高度注意操作工人的安全。
质量标准:喷砂标准达Sa2.5级。采用有棱角的石英砂,砂粒径为1一4 mm。砂缸容积为0.6一1.5 m;,排气量为6一10 m;/ min。喷砂设备必须经过冷却、过滤、去水、除油等处理。喷嘴采用钨钢或合金钢。
(2)喷砂后成品保护:对表面处理已达标的基层,应及时进入下道工序施工,在晴天或相对湿度不大于80%的气候条件下,其间隔时间不得超过6 h };
4.3涂漆
(I)涂前准备:①涂装前进行气候条件核验,按涂装规范检测现场环境温度、相对湿度和钢材表面温度,以及钢材表面状况,必须全部符合要求;②表面处理达到设计要求;③涂料经进场核验,在确认防腐蚀涂料达到技术规范标准要求的基础上,施工前组织施工技术人员、操作人员对涂料的基本组成、性能和施工方法进行熟悉了解。根据涂料施工要求选定适当的涂装工具,严格按产品说明书进行双组分涂料的配制,确保涂料的施工性能及涂膜质量。
(2)涂装过程控制:①检查基层表面必须符合要求;
②涂料应搅拌均匀后方可使用;③采用刷涂和辊涂相结合的涂装方法,重防腐涂料刷涂不宜距离拉得太大,辊涂不宜用力压展辊筒,蘸料均匀,方向合理,速度一致,以免涂膜过薄,遇到表面粗糙、焊缝、边缘、弯曲、凸出部位均应事先预涂1道;④涂层的间隔时间应严格按说明书中的要求进行;⑤施工工具应经常保持干净,刷子未清洗干净不能乱用。
(3)涂装质量监督:①涂装前确认涂料、辅料、涂装方式及工具符合规范要求;②涂装前确认气候条件符合施工要求;③涂装前确认表面处理符合GB/T8923-1988和GB/T 13288-1991的要求,对照检查清洁度和粗糙度;④涂装头道漆的考核主要从施工性能,如对表面的润湿性、流平性、流挂性、有无缩孔缩边病态等和施工方法同环境条件的适应性两方面进行重点观察,发现缺陷及时修正;⑤通过规定单位面积用漆量(GB/T 1758-1979《涂料使用量测定法加和测定湿膜厚度2种方法控制涂层总厚度。要求涂层干膜厚度及层数符合设计要求。膜厚质量要求符合IS012944-2007标准中2个85%的规定要求:即85%测点膜厚达到规定膜厚的要求,其余测点膜厚达到规定膜厚的85% ;⑥涂层质量检测分别从外观、附着力、硬度、干膜厚度等方面,依据相应标准及专用检测仪器,检查涂层质量是否达到规范要求。外观要求涂膜光滑平整,颜色均匀一致,无泛锈、无气泡、流挂等缺陷;⑦隐蔽工程验收记录及时验收并填写原始记录,形成包括工程名称、涂装部位、涂料品种、施工环境及条件、施工操作及检验验收等内容在内的文件,归档备案。
4.4成品保护
防腐蚀涂料施工后,在没有充分实干前,应保持洁净,防止灰尘及其它油污污染。---------------------文章由
煤气柜维修公司整理发布!



 气柜资讯
气柜资讯