卷帘型
干式气柜又称威
金斯(Wiggins)气柜,是近年来应用于石化行业的一种新兴贮气设施,其结构主要由底板、活塞、顶架、立柱、壁板、密封橡胶膜、T 围栏(含架台)及附属装置等几部分组成,它采用橡胶密封膜作为主要密封装置,与传统的湿式气柜相比较而言,具有结构简单、自重轻、升降灵活、压力稳定、不需水封或油封系统、回收效率高、钢材腐蚀较慢、使用寿命长等特点,使用方便,维护工作量、成本都较低,是比较有竞争力的
储气设备。现行的规格主要有 2000、3500、5000、10000、20000、30000、50000、80000 m3等几种。
1 概况
某项目新建 20000 m3
干式气柜,用于回收炼厂生产装置放空气体,以达到节能减排和炼厂气综合利用、保护环境的目的。该气柜直径 34377 mm,主体高 33900 mm,主体材质16MnR,结构的特点是气柜底板及活塞底板均为球面结构,钢结构总重 504 t,机械设备总重 60 t。气柜密封形式为橡胶膜密封型,密封段数为 2 段。
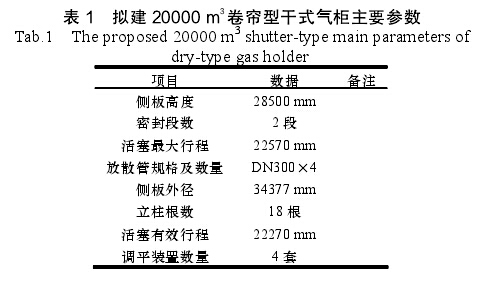
表 1 拟建 20000 m3卷帘型
干式气柜主要参数
基于气柜的结构特点、结合现场的实际情况,我们采用“气柜壁内外架设正装、柜顶在其
安装位置直接组装、同时兼顾内件安装”的综合施工方法。
2.1 气柜底板及活塞底板的施工
由于该卷帘型干式气柜结构的特点,为保证气柜底板与活塞底板的球面弧度,需采用“人”字型排版,为了提高施工效率,减少焊接变形,根据焊接工艺评定和焊接指导书的要求,确定气柜底板的组焊方案如下。
(1)基础经检查验收合格后,在气柜基础面上中心位置 O点画出设备安装十字中心线,即 XOY 轴,将底部中心板区域划分为成四个象限。
(2)以底板基础中心 O 为中心,按照先铺设 X 轴方向的板块,再铺设 Y 轴方向的板块。
(3)沿 X 轴方向铺设第一块中心板,然后再依次向两侧铺设余下的底板。
(4)以 X 轴中心板球面半径为基准沿 Y 轴方向依次铺设板块。
(5)在底板的铺设过程中,应边铺设边找正并点焊,点焊长度和时间依铺设位置、板料的刚性大小而定,刚性大的点固焊缝长些,间距短些,点固焊缝的长度一般以 20 mm 为宜。
(6)气柜底板施焊时,必须将焊缝区域 50 mm 范围内的油污、锈斑、泥土、水渍及轧制铁屑等杂物清除干净。
(7)焊接的原则是先焊短焊缝,后焊长焊缝。对柜体底板最外圈环形板(边缘板),待安装两带壁板并找正后,先焊接弧形板对接焊缝,再焊圈板与壁板的角焊缝,最后焊接圈板与中心板(中幅板)的搭接焊缝。
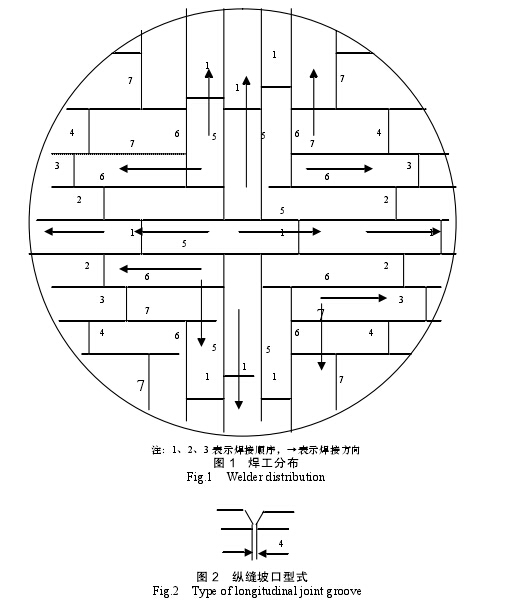
柜底板及活塞底板厚度均为 4.5 mm,这种薄板极易产生波浪状的焊接变形。为减小柜体钢板的焊接变形量,在焊接过程中主要控制焊接时的对称性,即采用 8 名焊工均匀布置,同时从中间向边缘方向施焊(见图 1),每条焊缝焊接均采用跳焊形式从中间向边缘施焊。由于“人”字型排版中部焊缝比较集中,因此在焊接前,可用砂箱或配重块压在中部焊缝边缘以减少焊接变形。另外钢板在轧制过程中有不同程度的应力存在,因此柜底板或活塞底板在安装前,应将钢板用矫平机进行矫平,以消除钢板卷制时的内应力。焊接时应严控制焊接电流,保持八名焊工焊接电流一致。通过严格控制以上三个影响柜底板或活塞底板焊接成形的因素,就可以把柜底板或活塞底板的焊接变形量控制在允许范围内。
施工后对成型的柜底板进行测量,最大的凹凸度为 45mm,符合设计要求。实践证明气柜底板及活塞底板的安装焊接施工方法是成功的。
2.2 柜壁部分施工
威金斯式
气柜安装精度要求高,尤其是气柜的垂直精度要求高(为 H/1500),在施工中,必须制定特殊有效的保证措施,并在施工各个关键阶段及时检测与纠正。气柜壁板共 19 圈,主要由壁板、加强角钢及立柱等组成。我们在施工中采取了以下工艺措施。
(1)气柜壁成型主要是由加强角钢支承来实现,加强角钢煨制的质量如何,直接关系到气柜壁的圆度。因此柜壁加强角钢我们采用冷煨成型、火焰校正的工艺来煨制。首先,用油压千斤顶分小段进行初步压制成弧型,然后,在平台上放出角钢外弧轮廓线,用火焰加热的方法对角钢的弧度进行调整,把每根角钢的弧度偏差控制在 2 mm 以内。
(2)柜壁板预制,每张柜壁板的几何尺寸对整个气柜的垂直度及几何尺寸有着密切的关系。在实际施工中,我们有意识地提高标准,把柜壁板的下料误差(长度、宽度偏差及对角线差)控制在 0~1 mm 范围内。
(3)柜壁板安装有两种可行的方案:先把每张柜壁板与加强角钢组合后安装就位,或先把每圈柜壁板安装就位焊接后再安装加强角钢。前者施工工艺复杂,安装时对口相当困难(同时组对加强角钢和柜壁板立焊缝),劳动强度大,且有部分立焊缝被加强角钢挡住造成焊接困难;而后者施工时可操作性较强,质量比较有保证,但高空作业多,通过比较我们选择了后者。
(4)焊道组对。
气柜施工图要求纵焊缝坡口型式为 V 型见(图 2),这种坡口型式的焊缝间隙太大,组对时很难保证间隙均匀,从而影响柜壁的垂直度和椭圆度、壁板上下周长不一致,而且焊接也因间隙增大而增加焊接层数,加大焊接变形量。缩小焊缝间隙,以上的问题都能得到较好的解决,因为板厚较薄,实际施工中缝焊的组对间隙几乎为 0。
(5)为了保证柜壁焊接质量,我们充分考虑了影响焊接质量的各种因素,如焊工素质、焊条直径、焊接顺序、焊接电流及极性、刚性固定等。
①精选优秀电焊工:为气柜壁板焊接安排 18 名电焊工操作,经现场练兵、考核,选用 12 名优秀焊工施焊,为保证焊接质量提供保证。
②选择合适的焊条,簿板焊接,焊条的直径影响到焊缝成型。在试焊阶段,纵焊缝选用直径φ3.2 mm 的电焊条,焊后用焊缝尺检验,焊缝余高达到 2~3 mm,焊缝外观不均匀,经分析认为为焊条较粗,焊接电流较大引起的。经过对比,更换小直径焊条(即φ2.5 mm 焊条)后,这缺陷就得到了较好的解决。
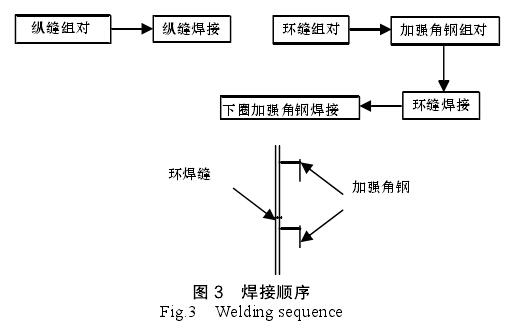
③合理的安排焊接顺序。
为减小焊接变形,结合我们的实际施工经验,按下顺序进行焊接施工(如图 3)。
环焊缝附近的加强角钢在环缝焊接时的作用相当于背杠,在环焊缝焊接时它起到刚性加强的作用,限制环焊缝焊接收缩变形量。
气柜壁板焊接按先内后外的原则施焊,柜内侧焊缝先焊,然后柜外侧焊缝,后焊前用砂轮机清根。
④适当的刚性固定,纵焊缝焊接容易出现波浪变形和棱角,消除这两种变形最有效的办法是临时安装加固弧形板和立背杠,具体做法是在纵焊缝上、中、下各安装一块弧形板,弧形板选择长 1.2 m,宽 200 mm,厚度为 12 mm 的钢板,钢板弧形边弧度与柜内壁相吻合,立背杠选用[8 槽钢,长度与纵焊缝一致,在纵焊缝焊接前点焊在焊缝侧 30 mm 处。
⑤局部变形的矫正,对于局部变形则用木锤矫正。通过对柜壁板的预制、安装、焊接及变形矫正的各项施工措施的落实,气柜壁板安装的各项技术指标均得到保证,焊缝成型均匀美观,壁板内表面光滑,没有超规范的凸凹不平现象,柜壁板的垂直度、椭圆度均被控制在规范允许的范围内。



 气柜资讯
气柜资讯